Az Ön kosara üres.
Végösszeg:
0 Ft
 Top termékek (14)
Top termékek (14)  Pénzvisszafizetési Garancia (5)
Pénzvisszafizetési Garancia (5)  Kiterjesztett garancia vásárlás (12)
Kiterjesztett garancia vásárlás (12)  Hegesztéstechnika (577)
Hegesztéstechnika (577)  Inverteres hegesztő (171)
Inverteres hegesztő (171)  Plazmavágó, plazmavágó pisztolyok, alkatrészek (18)
Plazmavágó, plazmavágó pisztolyok, alkatrészek (18)  CO (MIG/MAG) hegesztőpisztolyok, alkatrészek (88)
CO (MIG/MAG) hegesztőpisztolyok, alkatrészek (88)  AWI hegesztőpisztolyok, alkatrészek (38)
AWI hegesztőpisztolyok, alkatrészek (38)  Elektróda szárítók (3)
Elektróda szárítók (3)  Hegesztő és Palackszállító kocsik (3)
Hegesztő és Palackszállító kocsik (3)  Összeállító hegesztő mágnesek (11)
Összeállító hegesztő mágnesek (11)  Hosszabbító kábeldobok (8)
Hosszabbító kábeldobok (8)  Reduktorok, nyomáscsökkentők (15)
Reduktorok, nyomáscsökkentők (15)  Autogén eszközök / Lánghegesztés (53)
Autogén eszközök / Lánghegesztés (53)  Hegesztő elektródák (64)
Hegesztő elektródák (64)  Hegesztőpajzsok, tartozékok (28)
Hegesztőpajzsok, tartozékok (28)  Munkaruházat (3)
Munkaruházat (3)  Gázszelepek (3)
Gázszelepek (3)  Huzalelőtoló görgők, egységek (10)
Huzalelőtoló görgők, egységek (10)  IPARI TÖMLŐK (7)
IPARI TÖMLŐK (7)  Vízhűtő berendezés (1)
Vízhűtő berendezés (1)  Géprongy
Géprongy  Ipari gázok (18)
Ipari gázok (18)  Gépalkatrészek (13)
Gépalkatrészek (13)  Kemikáliák (2)
Kemikáliák (2)  Okoseszközök (87)
Okoseszközök (87)  Akkumulátor töltők-indítók (3)
Akkumulátor töltők-indítók (3)  Szerszámgépek (6)
Szerszámgépek (6) A bevont elektródás kézi ívhegesztés
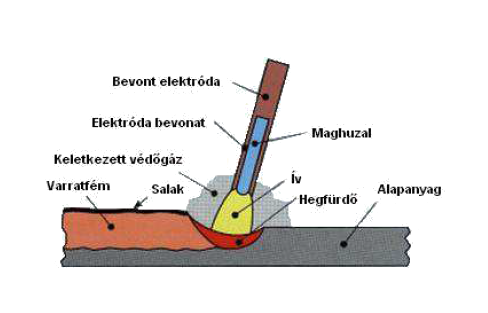
A BEVONT ELEKTRÓDÁS KÉZI ÍVHEGESZTÉS ALKALMAZÁSA.
Az ipar minden területén alkalmazzák egyszerűsége, olcsósága miatt. Gyakorlatilag minden anyag hegesztéséhez létezik elektróda nem igényel jelentős beruházást és könnyen megtanulható. Használható erősen ötvözött acélokhoz szerkezeti acélokhoz kötő és felrakó hegesztéshez. A műveletekhez különböző típusú (vastagságú, bevonatú) elektródák állnak rendelkezésre. A technológia hátránya a kis leolvadási teljesítmény és a hegesztő jelentős szerepe. Nem vasfémekhez nehezebben alkalmazható.
A bevonatok:
A különböző alkalmazásokhoz más és más típusú bevonatot kell alkalmazni. A savas bevonatot akkor célszerű alkalmazni, ha egyszerű helyzetben mély beolvadásra van szükség. Cellulóz bevonat csövek gyökhegesztésénél szükséges. Rutilos bevonatot a barkácsolásnál, egyszerűbb hegesztési feladatoknál és közepes szilárdsági követelményeknél. Bázikus bevonat szükséges fokozott mechanikai követelményekhez.
A bevonat feladatai:
- Ívstabilitás (K, Na, Ca csökkenti a kilépési munkát, ionizációs potenciált)
- Védőgáz képzés (szerves anyagok, pl. cellulóz és CaCO3-ból)
- Dezoxidálás, denitrálás (Mn, Si, Al, V, Ti, stb.)
- Ötvözés (alapanyagtól függő ötvözők, ferro-ötvözetek formájában)
- Salakképzés (rutilból, szerves anyagokból, SiO2-ből, MnO-ból stb.)
- Lehűlési sebesség csökkentése, metallurgiai folyamatok
- Leolvadási sebesség növelése
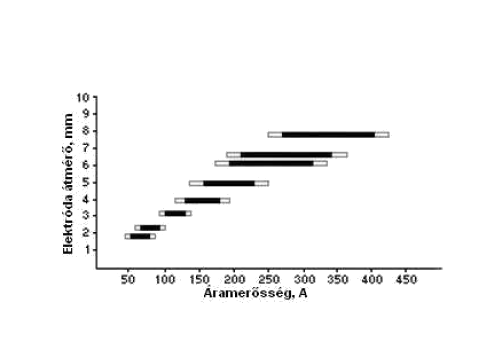
A legmegfelelőbb elektróda átmérők:
Lemezvastagság L.v. mm. Elektróda átmérő d. mm.
1-4 2-2,5
4-5 2,5-3,25
5-8 3,25
8-10 4
10-15 4-5
15-20 4-6
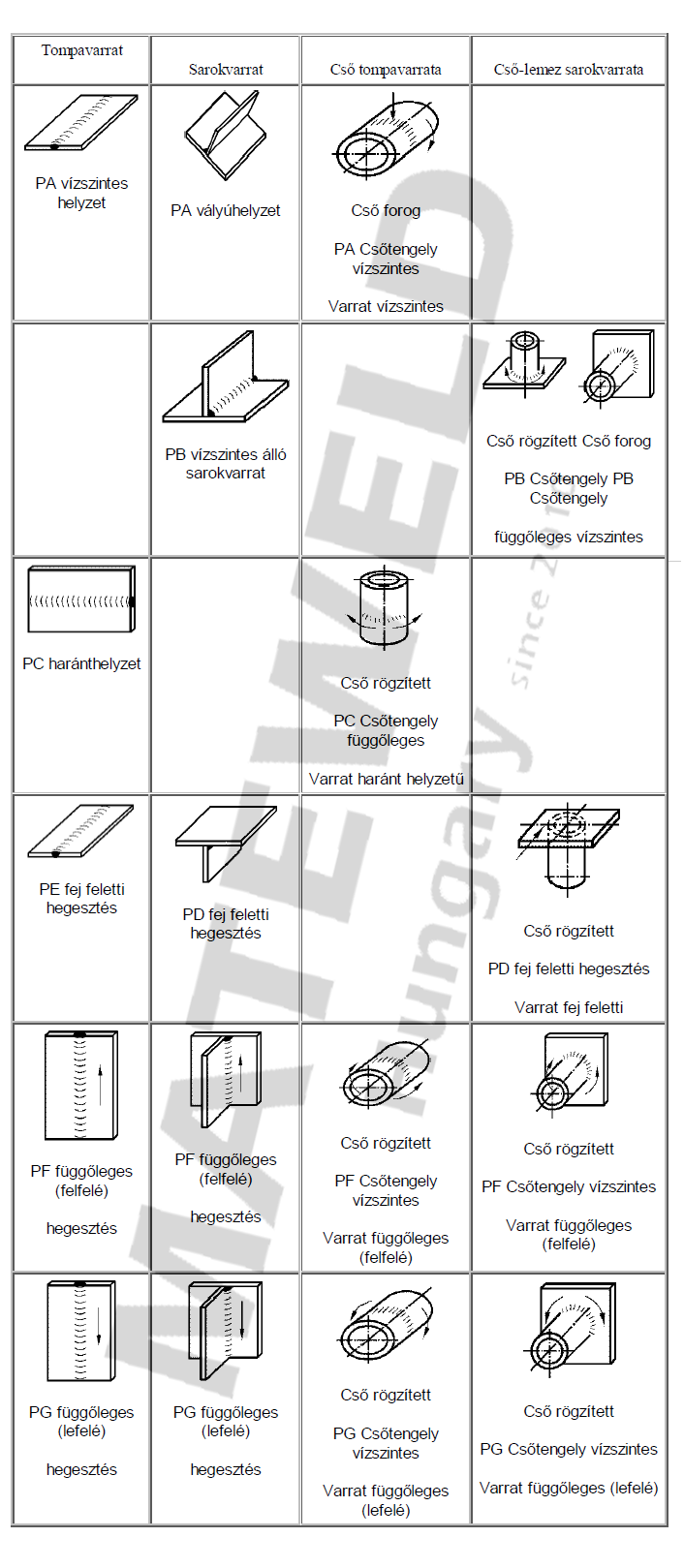
Hegesztési helyzetek:
- PA Fekvő vízszintes
- PB Haránt vízszintes
- PC Haránt helyzet
- PD Haránt fejfeletti helyzet
- PE Fej feletti helyzet
- PF Függőleges felfelé hegesztés
- PG Függőleges lefelé hegesztés
Az elektróda átmérő helyes megválasztásától nagymértékben függ a készített varrat minősége és a termelékenység. A vastagabb elektróda használata nagyobb termelékenységgel jár, de ennek határt szab a munkadarab vastagsága, másrészről túl vastag elektródával nem lehet hozzáférni a gyök alsó részéhez. Túl vékony elektróda esetén az hamarabb megolvad, szétfolyik. Az elektróda megválasztásakor figyelembe kell venni a munkadarab vastagságát, a varrat helyzetét, a hőelvezetés módját. A gyakorlatban használt elektróda átmérők: 2, 2,5, 3,25, 4, 5, 6 mm az elektróda hossz 450 mm a vékonyaké 350 mm.
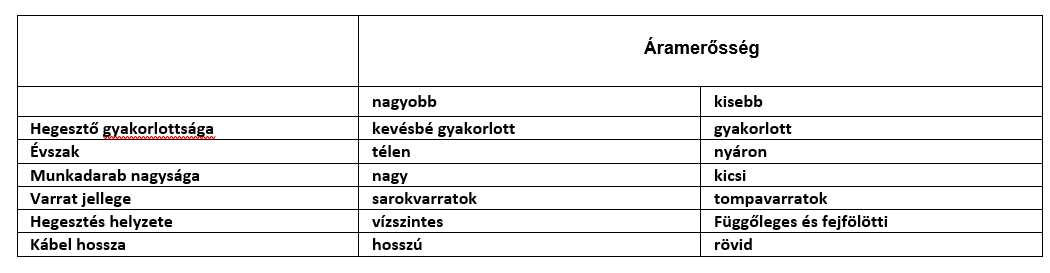
Az áramerősség megválasztásánál több tényezőt kell figyelembe venni:
- Az elektróda átmérője
- Az elektróda fajtája
- A munkadarab anyaga
- A hegesztési helyzet
- A hegesztő gyakorlottságát
- Az évszakot (külső munkánál)
- Az elektróda felmelegedését
- A munkadarab nagyságát
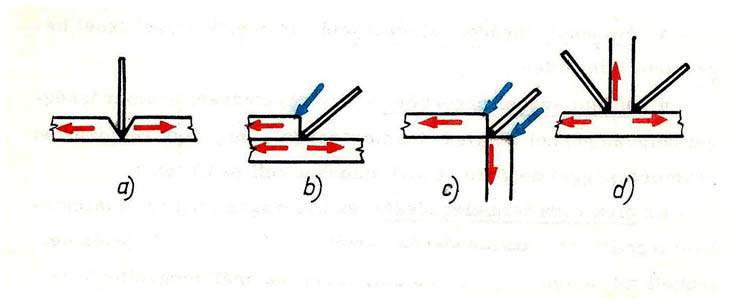
Hőelvezetés különböző kötéseknél,
AZ ÁRAMERŐSSÉGET MEGHATÁROZÓ SZEMPONTOK
Inverteres hegesztő:
A frekvencia átalakítós (inverteres) áramforrásban először a hálózati feszültséget diódás egyenirányító egyen irányítja, majd félvezető elemekből felépített frekvenciaváltó (inverter) középfrekvenciás (20-100 kHz) lüktetőfeszültséggé alakítja át.
Ezt a feszültséget középfrekvenciás transzformátor csökkenti a megfelelő kis értékre. A transzformátor szekunder tekercséhez csatlakozik a diódás egyenirányító, ill. a simító fojtótekercs, amely a hegesztéshez szükséges egyenfeszültséget adja. A rendszer hatásfoka a többszöri energiaátalakítás ellenére is jobb, mint a hagyományos áramforrásoké (trafó).
Tekintsd meg inverteres hegesztőinket >>
A hegesztés technológiája.
1 . Az elektróda tartása és vezetése:
Az elektródának a hegesztés síkjához viszonyított helyzete döntően befolyásolja a beolvadás mértékét, a varrat alakját és minőségét.
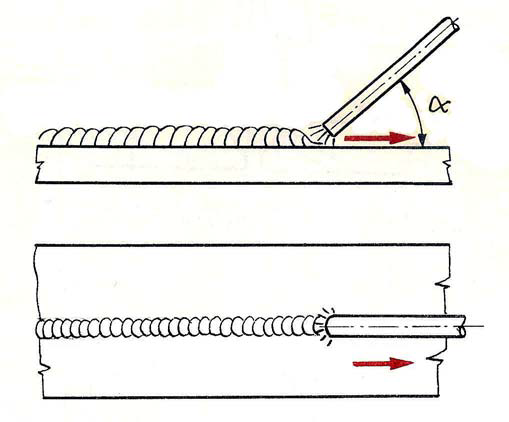
- Vékonyan bevont elektródák esetén az alfa szög = 15°
- Vastagon bevont elektródák esetén az alfa szög = 30°- 70°
Ebben az esetben az ív a salakot felszorítja a lehűlő varratra, így megakadályozza a gyors lehülést.






